Die Rockwell-Härteskala ist ein Maß für den Widerstand eines Materials gegen das Eindringen oder die dauerhafte Verformung, wenn es auf die Kraft eines anderen Materials trifft. Durchdringungen Oberflächenbrüche, wie Einstiche oder Kratzer, enthalten. Dauerhafte Verformungen Dellen, Beulen oder Druckbrüche.
Bei der Bearbeitung eines Metallwerkzeugs, z. B. eines Matrizenblocks oder eines Schneidwerkzeugs, muss das Rohmaterial so formbar sein, dass es in seine endgültige funktionale Form geschnitten oder geformt werden kann. Die besten Materialien in dieser Phase des Prozesses haben eine niedrigere Rockwell-Härte als die Schneid- und Formwerkzeuge, die zu ihrer Herstellung verwendet werden.
Sobald ein Teil seine endgültige Form erreicht hat, muss es so hart sein, dass es während seiner gesamten Lebensdauer in dieser Form bleibt. So müssen beispielsweise die Oberflächen von Motorkolben hart genug sein, um Milliarden kleiner Explosionen und der Reibung der Bewegung in den Motorzylindern während ihrer gesamten Lebensdauer standzuhalten. Diese Materialien müssen auf der Rockwell-Härteskala einen hohen Wert aufweisen.
Härten, Die Wärmebehandlung ist der entscheidende Schritt, der metallische Werkstoffe von formbar und zerspanbar zu dauerhaft und widerstandsfähig gegen Eindringen und Verformung macht.
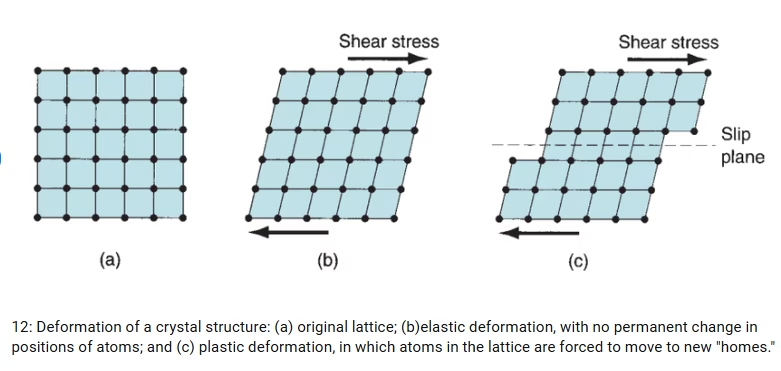
Beim Wärmebehandlungshärten wird einem Metallteil so viel Wärme zugeführt, dass die innere Struktur des Teils verändert wird. Kristallgitterstruktur (siehe Seitenleiste), Dadurch wird es widerstandsfähiger gegen Durchdringung und Verformung. Das Verfahren führt zu einer inneren Kristallgitterstruktur, die weniger und kürzere Scherflächen.2
Scherflächen, gelegentlich auch bekannt als sLippenebenen, sind Bereiche in einem festen Material, in denen Atom- oder Molekülbündel leicht aneinander vorbeigleiten können. Diese Scherflächen stellen Schwachstellen dar, an denen Verformungen oder Durchdringungen am ehesten möglich sind.

Die Kristallstruktur von Metall
Alle bekannten metallischen Elemente außer Quecksilber sind bei Raumtemperatur fest und kristallin. Metalle und ihre Legierungen haben eine starke Tendenz zu kristallisieren, wobei die Atome in geordneten, sich wiederholenden Mustern und nicht zufällig angeordnet sind.
Die kristalline Struktur der meisten Metalle bei Raumtemperatur ist eine der drei üblichen Arten: kubisch-raumzentriert (BCC), kubisch-flächenzentriert (FCC) oder hexagonal dicht gepackt (HCP).1
Diese Kristallstrukturen beeinflussen, wie leicht sich die Atome relativ zueinander bewegen können, was sich wiederum auf die Festigkeit, die Duktilität und das Verformungsverhalten des Metalls auswirkt, wenn eine Kraft einwirkt.
Was ist der Unterschied zwischen Einsatzhärtung und Abschreckhärtung?
Es gibt zwei Härtungsmethoden, die von Wärmebehandlern häufig verwendet werden, um die Härte von Metallen zu erhöhen - Einsatzhärtung und Abschreckhärtung.
Einsatzhärtung
Unter Einsatzhärtung versteht man die Diffusion eines oder mehrerer Elemente bei hohen Temperaturen in ein Metall. Diese Elemente stören die Gleichmäßigkeit eines Kristallgitters, wodurch sich die Form einer Linie oder einer flachen Ebene in einem gleichmäßigen Material in etwas Zerklüftetes verwandeln kann.3
Diese Verfahren werden am häufigsten bei Eisenmetallen wie Stahl eingesetzt. Aufkohlen, Nitrieren und Karbonitrieren sind die gängigsten Varianten des Einsatzhärtens.
Die meisten Einsatzhärtungen erfolgen in Atmosphärenöfen, wie ein Ipsen-Atlas Ofen. Die Teile kommen in den Ofen und werden auf eine Temperatur erhitzt, bei der das Prozessgas Elemente wie Kohlenstoff, Stickstoff oder beides in das Oberflächenmetall der Teile diffundieren kann. Dazu werden Prozessgase wie Acetylen, Ammoniak, Kohlendioxid oder Kohlenmonoxid in das System eingeleitet. Manchmal wird auch Wasserstoff zugeführt, um Oberflächenoxide zu entfernen und eine effektivere Verbindung herzustellen.
Es gibt einige Fälle, in denen das Einsatzhärten die Verwendung eines Vakuumofen. Beispiele sind Teile, die eine hohe Sauberkeit erfordern, eine gleichmäßige Einsatzhärte benötigen oder komplexe Geometrien aufweisen. Ein solches Verfahren zum Einsatzhärten in einem Vakuumofen ist Ipsen Avac® Niederdruck-Aufkohlung.

Abschreckhärtung
Die Abschreckhärtung erfolgt nicht durch Hinzufügen von Material zu einem Metall, sondern durch Erhöhen der Temperatur des Metalls, bis die Kristallgitterstruktur den Austenitzustand erreicht, und anschließendes schnelles Abschrecken des Materials, bis es sich in den kristallinen Zustand des Martensits einstellt. Dieser Abschreckprozess muss schnell genug sein, um die Bildung anderer kristalliner Strukturen wie Ferrit, Perlit und Bainit zu vermeiden.4
Das Abschreckhärten kann sowohl in Vakuum- als auch in Atmosphärenöfen durchgeführt werden, wobei jedoch nur Legierungen mit einem hohen Anteil an Legierungselementen vakuumgehärtet werden können.
Das Abschreckhärten kann mit einer flüssigen Abschrecklösung wie Öl, Salz oder Wasser oder mit einem unter hohem Druck zirkulierenden, nicht reaktiven Gas wie Argon oder Stickstoff erfolgen. Während einige Vakuumöfen, wie zum Beispiel der Ipsen LOG Ofen5, kann eine flexible Abschrecklösung mit “Flüssigkeit oder Gas” bieten, während die meisten Vakuumöfen nur Druckgas zum Abschrecken verwenden.
Vakuumöfen mit Gasabschreckung werden in der Regel nach ihrer Druckfähigkeit eingestuft. Die meisten Ipsen-Öfen können eine Gasabschreckung mit einem Druck von 2 bar bis zu einem Abschreckungsdruck von 20 bar liefern. Als Richtwert gilt, dass eine Verdreifachung des Drucks die Abschreckzeit halbieren kann, da das Gas mehr Moleküle hat, um Wärme von den Teilen und der Kammer zu absorbieren. Ab einem bestimmten Punkt kann eine Hochdruck-Gasabschreckung die Geschwindigkeit einer Flüssigkeitsabschreckung jedoch nicht mehr so effektiv oder effizient erreichen, weshalb Gasabschreckungsdrücke selten 20 bar überschreiten.


Härte ist nicht Zähigkeit: Warum ist Anlassen so wichtig?
Die Maximierung der Härte eines Materials ist nicht immer die beste Lösung für eine lange Lebensdauer. Zu harte Metalle, insbesondere mit dünnem Querschnitt, können spröde werden.
Deshalb erfordern viele Härtungsprozesse eine sekundäre Anlassen Verfahren. Beim Anlassen werden die Teile auf unterkritische Temperaturen erhitzt und dann langsamer abgeschreckt. Bei diesem Verfahren wird die Härte geringfügig verringert, während gleichzeitig die Spannungen und mikroskopischen Risse abgebaut werden, die bei einem schnellen Abschrecken oder einem Härteverfahren entstehen können.
Das Anlassen verringert die Sprödigkeit und erhöht die Zähigkeit des Teils, so dass das Kristallgitter gerade so flexibel ist, dass das Teil nach einer gewissen Druck- oder Durchstoßkraft wieder in Form kommt.
Da die Anlaßzyklen in der Regel länger dauern als die Härtezyklen, führen die Wärmebehandler die Anlaßrezepte oft in separaten Öfen aus, um den Gesamtproduktionsdurchsatz zu maximieren.
Wenn Sie mehr über die Metallurgie des Härtens und der Wärmebehandlung erfahren möchten, nehmen Sie an einer der nächsten Ipsen U Klasse.
Wenn Sie auf der Suche nach einem Ofen für Ihren Härtebedarf sind, wenden Sie sich an sales@ipsenusa.com.