En Escala de dureza Rockwell es una medida de la resistencia de un material a la penetración o a la deformación permanente cuando se enfrenta a la fuerza de otro material. Penetraciones incluyen roturas superficiales, como perforaciones o arañazos. Deformaciones permanentes incluyen abolladuras, dobleces o fracturas por compresión.
Al mecanizar una herramienta metálica, como una matriz o una herramienta de corte, la materia prima debe ser lo suficientemente maleable como para poder cortarla o darle la forma funcional final. Los mejores materiales en esta fase del proceso tendrían un índice de dureza Rockwell inferior al de las herramientas de corte y conformado utilizadas para darles forma.
Una vez que una pieza ha alcanzado su forma final, debe ser lo suficientemente dura como para mantener esa forma durante toda su vida útil. Por ejemplo, las superficies de los pistones de un motor deben ser lo suficientemente duras como para soportar miles de millones de pequeñas explosiones y la fricción del movimiento dentro de los cilindros del motor durante toda su vida útil. Estos materiales deben tener una alta calificación en la escala de dureza Rockwell.
Endurecimiento, El tratamiento térmico es el paso crucial que hace que los materiales metálicos pasen de ser maleables y mecanizables a duraderos y resistentes a la penetración y la deformación.
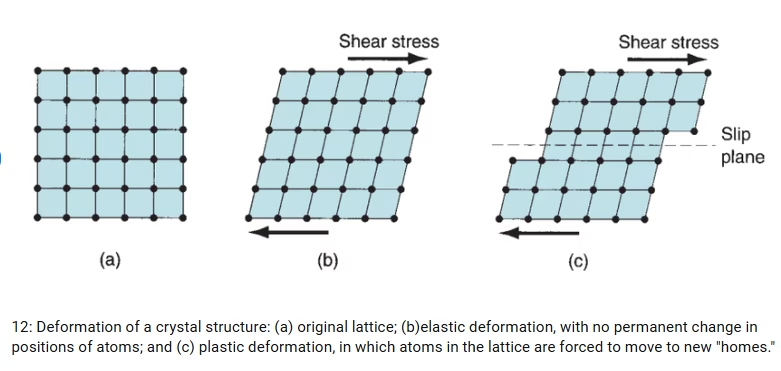
El endurecimiento por tratamiento térmico toma una pieza metálica y le aplica calor suficiente para transformar su interior. estructura reticular cristalina (véase el recuadro), haciéndola más resistente a la penetración y la deformación. El proceso da lugar a una estructura interna de la red cristalina que tiene menos y más cortos planos de corte.2
Planos de cizalladura, ocasionalmente también conocido como splanos labiales, son zonas dentro de un material sólido en las que grupos de átomos o moléculas pueden deslizarse fácilmente unos sobre otros. Esos planos de cizalladura representan puntos débiles, donde es más probable que se produzcan deformaciones o penetraciones.

La estructura cristalina del metal
Todos los elementos metálicos conocidos, excepto el mercurio, son sólidos y cristalinos a temperatura ambiente. Los metales y sus aleaciones tienen una fuerte tendencia a cristalizar, con átomos dispuestos en patrones ordenados y repetitivos en lugar de aleatoriamente.
La estructura cristalina de la mayoría de los metales a temperatura ambiente es de tres tipos: cúbica centrada en el cuerpo (BCC), cúbica centrada en la cara (FCC) o hexagonal compacta (HCP).1
Estas estructuras cristalinas influyen en la facilidad con la que los átomos pueden moverse entre sí, lo que a su vez afecta a la resistencia, la ductilidad y el comportamiento de deformación del metal cuando se aplica una fuerza.
¿Cuál es la diferencia entre cementación en caja y temple rápido?
Existen dos métodos de endurecimiento que los tratadores térmicos utilizan con frecuencia para aumentar la dureza de los metales. cementación y endurecimiento por enfriamiento.
Cementación
La cementación es la difusión de uno o más elementos a altas temperaturas en un metal. Estos elementos alteran la uniformidad de una red cristalina, lo que puede cambiar la forma de una línea o plano plano en un material uniforme a algo más dentado.3
Estos procesos se utilizan con mayor frecuencia con metales férricos como el acero. La carburación, la nitruración y la carbonitruración son las versiones más comunes de la cementación en caja.
La mayor parte del endurecimiento se produce en hornos de atmósfera, como un Atlas Ipsen horno. Las piezas entran en el horno y se calientan a una temperatura en la que el gas de proceso puede difundir elementos como carbono, nitrógeno, o ambos, en la superficie metálica de las piezas. Para ello, se introducen en el sistema gases de proceso como acetileno, amoniaco, dióxido de carbono o monóxido de carbono. A veces, se introduce hidrógeno para eliminar los óxidos superficiales y conseguir una unión más eficaz.
Hay algunos casos en los que la cementación requiere el uso de un horno de vacío. Algunos ejemplos son las piezas que exigen una gran limpieza, que requieren una dureza uniforme en profundidad o que tienen geometrías complejas. Uno de estos métodos de cementación en un horno de vacío es el siguiente Ipsen Avac® carburación a baja presión.

Endurecimiento por enfriamiento rápido
El endurecimiento por enfriamiento rápido no se consigue añadiendo material a un metal, sino elevando la temperatura del metal hasta que la estructura de la red cristalina alcanza el estado de austenita y, a continuación, enfriando rápidamente el material hasta que se asienta en un estado cristalino de martensita. Este proceso de enfriamiento debe ser lo suficientemente rápido para evitar la formación de otras estructuras cristalinas, como la ferrita, la perlita y la bainita.4
El templado en caliente puede realizarse tanto en hornos de vacío como en hornos de atmósfera, aunque sólo las aleaciones con altos niveles de elementos de aleación pueden templarse en vacío.
El templado en caliente puede realizarse utilizando una solución líquida de templado, como aceite, sal o agua, o con un gas no reactivo de alta presión en circulación, como argón o nitrógeno. Aunque algunos hornos de vacío, como el Ipsen LOG Horno5, La mayoría de los hornos de vacío sólo utilizan gas a presión para el enfriamiento.
Hornos de vacío de temple gas se clasifican normalmente por su capacidad de presión. La mayoría de los hornos Ipsen pueden ofrecer una presión de enfriamiento de gas de entre 2 bares y 20 bares. Como orientación, triplicar la presión puede reducir el tiempo de temple a la mitad; el gas tiene más moléculas para absorber el calor de las piezas y de la cámara. Sin embargo, a partir de cierto punto, el temple con gas a alta presión no puede alcanzar la velocidad de un temple con líquido con la misma eficacia o eficiencia, razón por la cual las presiones de temple con gas rara vez superan los 20 bares.


La dureza no es tenacidad: ¿Por qué es tan importante el revenido?
Maximizar la dureza de un material no siempre es la mejor solución para una larga vida útil. Los metales demasiado duros, sobre todo los de sección transversal fina, pueden volverse quebradizos.
Por eso, muchos procesos de endurecimiento requieren un segundo templado proceso. El templado calienta las piezas a temperaturas subcríticas y, a continuación, aplica un proceso de enfriamiento más lento. Este proceso reduce ligeramente la dureza al tiempo que libera las tensiones y las grietas microscópicas que pueden formarse durante un enfriamiento rápido o un proceso de temple.
El templado reduce la fragilidad y aumenta la tenacidad de la pieza, permitiendo la flexibilidad suficiente en la red cristalina para que la pieza recupere su forma tras aplicar una fuerza de compresión o punción.
Dado que los ciclos de templado suelen ser más largos que los de endurecimiento, los tratadores térmicos suelen ejecutar las recetas de templado en hornos separados para maximizar el rendimiento global de la producción.
Si desea saber más sobre la metalurgia del temple y el tratamiento térmico, participe en un próximo Ipsen U clase.
Si busca un horno para sus necesidades de temple, póngase en contacto con sales@ipsenusa.com.