ǞǞǞ 洛氏硬度计 是测量材料在遇到另一种材料的力时抵抗穿透或永久变形的能力。. 渗透 包括表面破损,如冲孔或划痕。. 永久变形 包括凹痕、扣痕或压缩断裂。.
在加工金属工具(如模块或切削工具)时,原材料必须具有足够的延展性,以便切割或成型为最终的功能形状。在加工过程的这一阶段,最好的材料的洛氏硬度等级要低于用于成型的切削和成型工具的洛氏硬度等级。.
一旦零件达到最终形状,就需要使其足够坚硬,以便在其使用期限内保持这种形状。例如,发动机活塞表面需要足够坚硬,以承受数十亿次微小爆炸和发动机气缸内运动摩擦的影响。这些材料需要在洛氏硬度标尺上达到很高的等级。.
淬火, 热处理是将金属材料从可塑性和可加工性转变为耐久性和抗穿透性和抗变形性的关键步骤。.
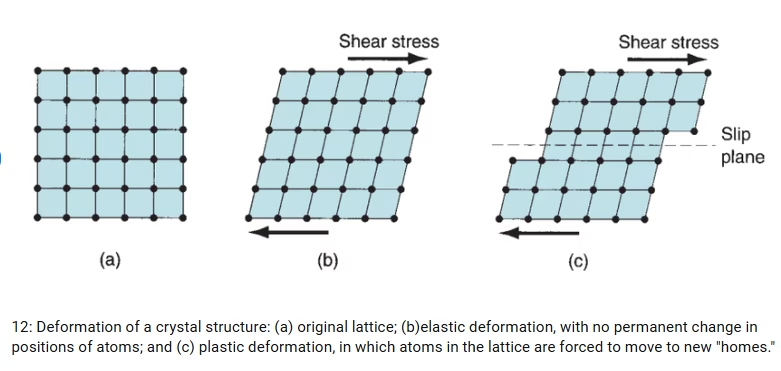
热处理淬火将金属部件加热到足以改变其内部结构的温度。 晶格结构 (见边栏)、, 使其更耐穿透和变形。这一过程产生了一种内部晶格结构,这种结构具有更少、更短的晶格。 剪切平面.2
剪切平面, 偶称唇平面, 剪切面是固体材料中原子团或分子团容易相互滑动的区域。这些剪切面代表了最容易发生变形或穿透的薄弱环节。.

金属的晶体结构
除汞外,所有已知的金属元素在室温下都是固态结晶。金属及其合金具有很强的结晶倾向,原子以有序、重复的模式排列,而不是随机排列。.
大多数金属在室温下的晶体结构有三种常见类型:体心立方(BCC)、面心立方(FCC)或六方紧密堆积(HCP)。.1
这些晶体结构会影响原子之间的相对移动,进而影响金属的强度、延展性和受力时的变形行为。.
表面硬化和淬火硬化有什么区别?
热处理人员经常使用两种淬火方法来提高金属的硬度,它们是 表面硬化 和 淬火硬化.
表面硬化
表面硬化是指一种或多种元素在高温下扩散到金属中。这些元素会破坏晶格的均匀性,从而将均匀材料中的线条或平面形状改变为锯齿状。.3
这些工艺最常用于铁金属,如钢。渗碳、渗氮和碳氮共渗是最常见的表面硬化工艺。.
大部分外壳硬化发生在 大气炉, 就像一个 Ipsen Atlas 熔炉。零件进入熔炉后被加热到一定温度,在此温度下,加工气体可以将碳、氮等元素或这两种元素扩散到零件的表面金属中。他们通过将乙炔、氨气、二氧化碳或一氧化碳等工艺气体引入系统来实现这一目的。有时也会引入氢气以去除表面氧化物,从而实现更有效的结合。.
在某些情况下,外壳淬火需要使用 真空炉. .例如,需要高清洁度、要求均匀的表面硬度或具有复杂几何形状的零件。在真空炉中进行表面硬化的一种方法是 Ipsen Avac® 低压渗碳.

淬火硬化
淬火硬化不是通过向金属中添加材料,而是通过提高金属温度直至晶格结构达到奥氏体状态,然后快速淬火直至材料进入马氏体结晶状态。淬火过程必须足够快,以避免形成其他晶体结构,如铁素体、珍珠岩和贝氏体。.4
真空炉和气氛炉均可进行淬火,但只有合金元素含量高的合金才能进行真空淬火。.
淬火硬化可使用液态淬火溶液(如油、盐或水)或高压、循环、非活性气体(如氩气或氮气)进行。一些真空炉,如 Ipsen LOG 熔炉5, 大多数真空炉只使用加压气体进行淬火,而 SMC 可提供灵活的淬火解决方案,使用 “液体或气体”。.
气淬真空炉 淬火炉通常根据其压力能力来评定。大多数伊普森淬火炉可以提供从 2 巴到 20 巴的气体淬火压力。作为指导原则,将压力提高三倍可将淬火时间缩短一半;气体有更多的分子从零件和炉腔中吸收热量。不过,在一定程度上,高压气体淬火无法有效或高效地达到液体淬火的速度,这就是气体淬火压力很少超过 20 巴的原因。.


硬度不是韧性:回火为何如此重要?
最大限度地提高材料硬度并不总是延长使用寿命的最佳解决方案。硬度过高的金属,尤其是横截面较薄的金属,会变得易碎。.
这就是为什么许多淬火工艺都需要二次淬火的原因。 回火 工艺。回火将零件加热至亚临界温度,然后采用较慢的淬火工艺。这种工艺可略微降低硬度,同时释放快速淬火或淬火过程中可能形成的应力和微观裂纹。.
回火可降低脆性,提高零件的韧性,使晶格具有足够的柔韧性,在施加一定的压缩力或穿刺力后,零件可以弹回原形。.
由于回火周期通常比淬火周期长,因此热处理炉通常在单独的炉子中运行回火配方,以最大限度地提高整体生产量。.
要进一步了解淬火和热处理背后的冶金学,请参加即将举行的 Ipsen U 类。.
如果您正在为淬火需求寻找熔炉,请联系 sales@ipsenusa.com.