Por Jim Grann, Director Técnico de Ipsen, y Janusz Kowalewski, Director Comercial de Ipsen para el Sudeste Asiático
El vacío perfecto no existe. Incluso en el espacio exterior flotan algunos átomos y moléculas.
A tasa de fuga lineal mide la velocidad a la que los átomos o moléculas de gas entran en el horno de vacío cuando se aísla del sistema de bombeo a lo largo del tiempo. En EE.UU., suele expresarse en unidades como micras por hora (μm/hr) o Torr por hora.
La supervisión de la tasa de fugas lineales en un horno de vacío es crucial para mantener la integridad del vacío, un conocimiento esencial para garantizar un proceso de tratamiento térmico consistente y repetible. Unos índices de fuga adecuados garantizan que sus piezas cumplen las especificaciones, indican si su horno tiene un problema de mantenimiento o explican por qué puede estar tratando con... decoloración de piezas.
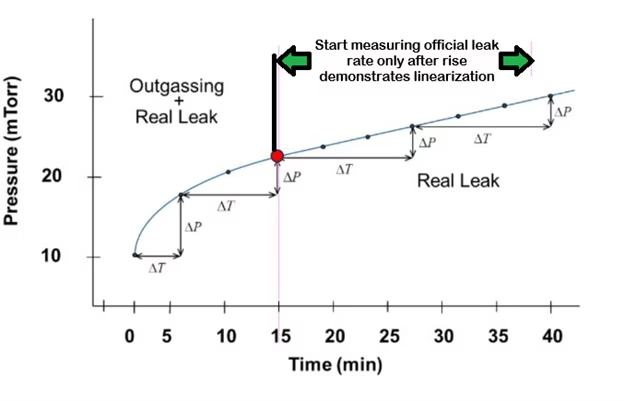
En algunos casos, los operadores que buscan establecer un índice de fugas rápidamente sólo tomarán muestras de 15 a 30 minutos para observar las mediciones del índice de fugas. Extrapolar la lectura de una muestra corta a una hora, especialmente cuando esa muestra corta puede estar al principio de una prueba, rara vez dará como resultado un índice de fuga lineal preciso. La desgasificación debe tenerse en cuenta al principio de la prueba antes de que se pueda obtener una imagen precisa de la tasa de fuga real de un horno.
Lo mejor que puede recordar para su pruebas de calibración es que los índices de fuga lineal no se indican por minutos, sino por horas. Casi no hay forma razonable de determinar un índice de fuga lineal adecuado a partir de menos de una hora de mantenimiento del horno en vacío.
Si desea obtener información auténtica sobre el índice de fugas de su horno, llévelo al vacío durante al menos una hora antes de comprobar el índice. Transcurrida la segunda hora, vuelva a comprobarlo. Si sigue pareciendo superior al objetivo de funcionamiento óptimo, deje el horno otra hora en vacío y vuelva a comprobarlo. Es importante mitigar la tasa efectiva más alta que se produjo durante la primera hora debido a la desgasificación mediante la ampliación de su marco de tiempo y obtener una medición más precisa de la tasa media. Algunos manuales de funcionamiento de hornos recomiendan un tiempo de prueba mínimo de cuatro horas por este motivo.
Directrices generales para un índice de fugas aceptable durante la soldadura fuerte en horno de vacío
(según Dan Kay de Kay y Asociados):
- Para materiales que contengan titanio o aluminio: El índice de fugas recomendado es inferior a cinco (5) micras por hora.
- Para materiales que contengan cromo (Cr) o manganeso (Mn) (pero no titanio/aluminio): El índice de fugas aceptable es inferior a diez (10) micras por hora.
- Para materiales que contengan níquel (Ni), oro (Au), etc. (sin Cr, Mn, Ti o Al): Se considera tolerable un índice de fugas inferior a quince (15) micras por hora.
Consideraciones esenciales para el sector aeroespacial:
- Sensibilidad del proceso: El índice de fugas aceptable puede tener que ser incluso inferior en función de la aplicación específica y la sensibilidad de los materiales que se procesan. Un ejemplo común: la soldadura fuerte de aluminio.
- Componentes críticos: Para los componentes identificados como altamente críticos para el funcionamiento seguro del vehículo, pueden ser necesarias especificaciones más estrictas de la tasa de fugas para garantizar tanto la fiabilidad como la seguridad.
Para más consejos útiles, visite nuestra Pregunta al experto.