Ipsen テクニカルディレクター Jim Grann、東南アジア担当 Ipsen セールスディレクター Janusz Kowalewski 記
完全な真空など存在しない。宇宙空間にだって、浮遊する原子や分子はある。
A 直線リーク率 気体原子や分子が気体中に入る速度を測定する。 真空炉 時間と共にポンプシステムから隔離されたときの値。米国では通常、毎時ミクロン(μm/hr)や毎時トルといった単位で表される。.
真空炉の直線リーク率をモニターすることは、真空の完全性を維持するために極めて重要です。適切なリーク率は、部品が仕様に適合していることを保証し、炉のメンテナンスに問題があるかどうかを示します。 パーツの変色.
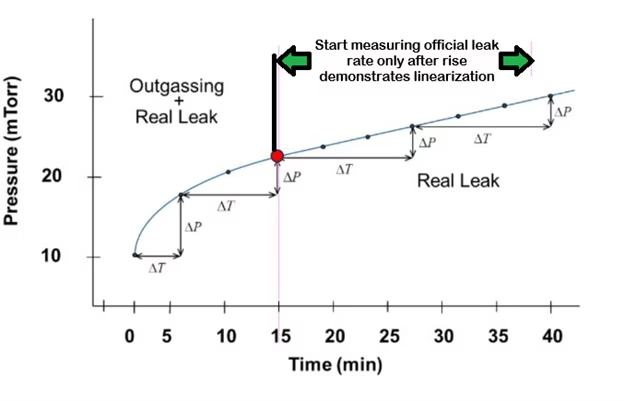
場合によっては、リーク率を素早く確定しようとする操作者は、リーク率測定を観察するために15分から30分しかサンプリングしない。短時間のサンプルの測定値を1時間に渡って外挿すること、特にその短時間のサンプルの測定が試験開始時である場合、正確な直線リーク率になることはほとんどありません。炉の真のリーク率を正確に把握するためには、試験開始時のアウトガスを考慮する必要がある。
あなたのために覚えておくべき最良のこと 校正試験 リニアリーク率が分単位ではなく時間単位で報告されているのには理由がある。炉を真空状態に保持する時間が1時間未満では、適切なリニアリーク率を決定する合理的な方法はほとんどない。.
炉から正真正銘のリーク率情報を得たい場合は、少なくとも1時間、炉を真空にしてからリーク率をチェックしてください。その後、2時間目に再度チェックする。それでも最適な機能を発揮するための目標リーク率より高いようであれば、炉をもう1時間真空にして再度チェックする。時間枠を広げ、より正確な平均レートを測定することで、最初の1時間に発生したアウトガスによる高い実効レートを軽減することが重要です。炉の操作マニュアルの中には、この理由で最低4時間の試験時間を推奨しているものもある。
真空炉ろう付け時の許容リーク率に関する一般的ガイドライン
(のダン・ケイによる。 ケイ&アソシエイツ):
- を含む材料の場合 チタン または アルミニウム:推奨リークアップ率は1時間あたり5ミクロン以下。
- を含む材料の場合 クロム (Cr)または マンガン (Mn)(ただし、チタン/アルミニウムは不可):許容可能なリークアップ率は、毎時10ミクロン未満。
- を含む材料の場合 ニッケル (ニ)、 ゴールド (Au)など(Cr、Mn、Ti、Alを含まない):1時間当たり15ミクロン未満のリークアップは許容範囲とされる。
航空宇宙産業における必須事項:
- プロセス感度:許容可能なリーク率は、特定の用途と加工される材料の感度に基づき、さらに低くする必要があるかもしれない。よくある例として、アルミニウムのろう付けがある。
- 重要部品:車両の安全運行にとって極めて重要であると特定された部品については、信頼性と安全性の両方を確保するために、より厳しいリーク率仕様が要求される場合がある。
より役立つヒントについては、以下をご覧ください。 専門家に聞くページ.