温度均匀性测试 (TUS) 是一个令人生畏的过程。毕竟,TUS 不仅是验证设备的必要条件,也是符合 AMS 2750 标准的设备所必需的。
多久进行一次 TUS 取决于您订购的规格和炉子的整体性能。通常情况下,应执行 TUS 之前 首次使用熔炉,以及 不低于 每年两次,无论您是否遵守某些规范。对于那些遵守更严格规范(如 AMS 2750)的公司,您应始终参考这些规范来满足您的特定 TUS 要求。
进行 TUS 的一半工作是准备工作。为了帮助您做好准备工作,我们列出了七个简单的步骤,这些步骤将帮助您顺利完成 TUS 工作:
1.确定温度均匀性范围
准备 TUS 的第一步是确保您的窑炉能够满足特定部件和工艺所需的温度均匀性范围。如果这是您第一次对窑炉进行温度均匀性测试,我们建议您参考原始设备制造商的技术规范,以确认窑炉的性能符合其设计等级。
如果按照 AMS 2750 标准进行 TUS,则应确定炉子的设计能力 和 您要测试的炉子分类级别。
真空炉系统分为六类:一级到六级。一级对温度的要求最严格,温度均匀性的允许偏差最小;六级对温度的要求最宽松,温度均匀性的允许偏差最大。温度均匀性的范围从 ±5 °F (±3 °C) 到 ±50 °F (±28 °C) 不等。
同样重要的是要注意,虽然许多制造商都声称自己符合 AMS 2750 标准,但实际上在真空热处理系统方面,有多种不同版本的标准。因此,您必须了解您需要符合的工艺,这样才能确保炉子的分类符合规范。
2.选择传感器数量
炉子的大小以及您的特定工艺要达到的温度均匀性,都会影响需要使用的 TUS 传感器的数量。Ipsen 建议,无论您决定在何处放置热电偶,都应将其作为工艺的一部分,并对执行 TUS 的员工进行相关培训。这将有助于减少在为以后的勘测调整设备时可能出现的任何变化。
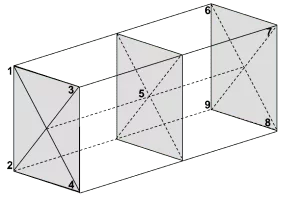
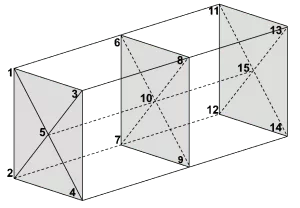
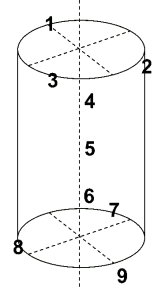
如果按照 AMS 2750 标准执行 TUS,表 11 规定了所需 TUS 传感器的数量。该数量取决于熔炉等级和工作空间的容积。虽然 AMS 2750 规范规定了传感器的数量和地理位置,但热电偶 (TC) 编号(如 TC 1、TC 2、TC 3)的位置也由您自行决定。
下面是一些传感器位置示例图片,具体取决于窑炉等级和使用的传感器总数:
3.了解炉温范围
一台窑炉可以在一个温度范围的 ±10 °F 内合格运行,也可以在另一个温度范围的 ±25 °F 内合格运行。如果 TUS 显示窑炉符合较严格的温度变化范围(如在 1,500 °F 时为 ±10 °F),那么它也会自动符合较不严格的温度变化范围(如在 1,500 °F 时为 ±25 °F)。
根据 AMS 2750 规范进行的 TUS 也是如此。如 AMS 2750 第 3.5.2 节所述,"一个熔炉可能有多个合格的工作温度范围"。
4.镜面炉参数
同样重要的是,为 TUS 设置的参数应反映设备在生产时的正常运行情况。这意味着,如果在生产过程中使用了风扇和/或分压,则在 TUS 过程中也应使用。
如果您遵守 AMS 2750 标准,第 3.5.8 节将提供更多详细信息以及一些注意到的例外情况。
5.决定负载条件
炉子参数应反映设备在生产过程中的正常运行情况,但负载条件是例外情况之一。它可以在实际生产负荷、机架、空炉等情况下进行。
AMS 2750 也是如此,如第 3.5.10 节所述:"TUS 可使用实际生产负载、模拟生产负载、机架或空负载"。然而,根据所使用的负载条件和 TUS 传感器的连接位置,散热器和/或负载材料的厚度是有要求的。更多详情请参见 AMS 2750 第 3.5.10.1 和 3.5.10.2 节。
6.选择熔炉气氛
无论您在生产过程中使用何种气氛,都应在 TUS 期间使用。不过,在以下情况下,您可以使用空气或惰性气体(根据炉子的具体设计):
- 该过程使用的大气可能会污染测试传感器
- 大气可能对安全构成威胁
总之,无论生产环境如何,在执行 TUS 时都必须尽最大可能模拟生产环境(除非是指定的例外情况之一)。
7.进行 TUS 数据收集
执行 TUS 时,必须遵循必要的数据收集程序。如果遵守 AMS 2750 标准,具体要求见第 3.5.13.3 - 3.5.13.3.4 节。
总之,需要记住的一些要点包括
- 在第一个炉子或 TUS 传感器达到每个测试温度的容许下限之前开始数据收集。
- 不要让任何传感器超过温度均匀性公差上限。
- 稳定后继续收集数据至少 30 分钟,另加一分钟。
在完成 TUS 准备工作的同时,还应确保测试负载(如箱、篮、夹具)放置正确。首先,将测试负载从左到右对齐,使两侧加热元件和工作面之间的距离相等。另外,检查测试负载,确保其正面朝上,没有倾斜或歪斜。
接下来,确保前后 TC 对加热元件的视角相同。例如,如果前 TC 看到的是加热元件之间的空气间隙,那么后 TC 也应看到空气间隙。或者,如果前 TC 看到的是距离加热元件顶部一英寸的位置,那么后 TC 也应该看到。
最后,在确定了工作负荷的准确位置后,用磨刀工具或钢锯等工具在工作网格上做标记。这些标记将帮助您在后续勘测中准确放置工作负荷。
同样重要的是,要始终考虑插座面板的使用年限和状况。如果插孔板的使用年限超过两年,或有明显的老化迹象,则应在进行测量前将其更换。因为老化或磨损的插孔面板会导致温度读数出现误差。
最后,正确验证设备有助于确保一致性、可靠性和最重要的可重复性。我们的博客还提供了验证设备的其他有用提示,包括对以下内容的简单分解 PID 调节 以及如何 通过 DigiTrim 控制装置保持严格的温度公差.