By Chuck Reed, Senior Ipsen Customer Service Sales Specialist
Thermocouples play a critical role in heat treating, providing accurate temperature data that keeps furnace systems operating safely and consistently. They’re designed to withstand extreme conditions and are used for detecting out-of-range temperatures, verifying furnace uniformity, and monitoring temperatures throughout a production run.
Thermocouples work by joining two dissimilar metal wires (e.g., nickel and copper, or platinum and rhodium) to form a sensing junction. When that junction is exposed to heat, it generates a small voltage—a response known as the Seebeck effect. The relationship between temperature and this voltage output is well-defined for each thermocouple type, allowing furnace controls to interpret the temperature within a specific range.
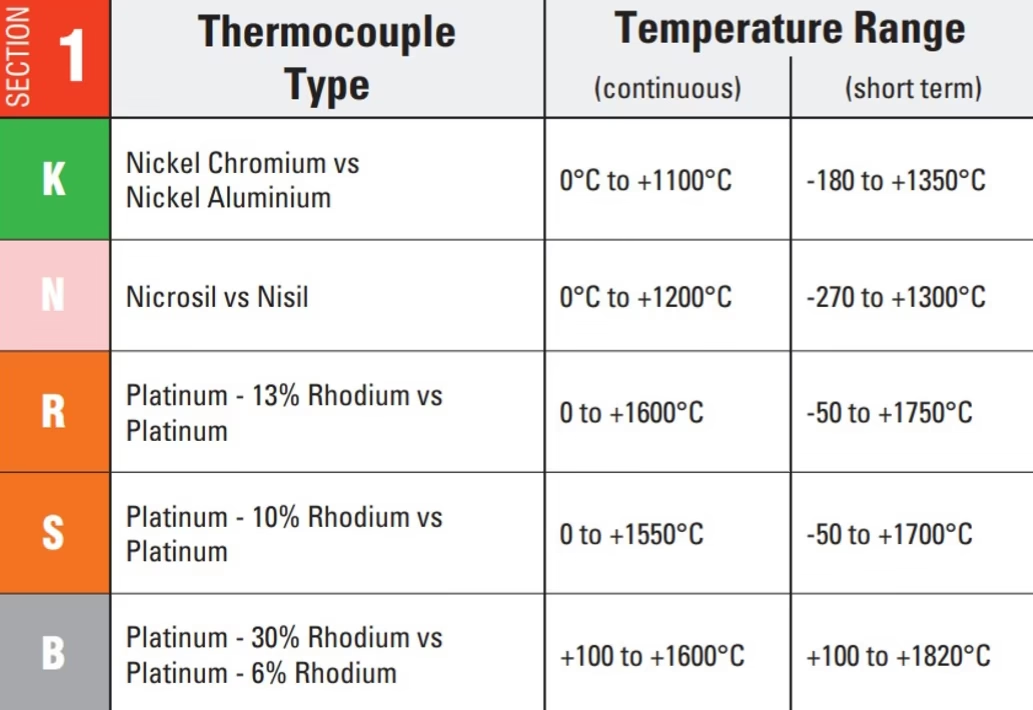
While thermocouples can be used for both very high and very low temperatures, each thermocouple type has its own usable temperature range and sensitivity, based on the materials used.
In a vacuum furnace, some thermocouples are used specifically to deliver information to the temperature controls, information that indicates when elements need to be turned on or off throughout a process. Other thermocouples are used for either a single production run or a small number of runs to make sure the recipes are delivering the correct temperatures to where the parts are located within the furnace.
For Ipsen vacuum furnace operators, there are two styles of thermocouples that are most common – the semi-permanent control and over-temperature thermocouples, and the reusable and disposable work thermocouples that are used for production and uniformity surveys.
Control and Over-temperature Thermocouples
Penetrating through the side of the furnace, the control and “overtemp” thermocouples are sophisticated, delicate pieces of technology. Categories of thermocouples that are most frequently used here are type S, R, or B. (See graphic)
In one example, a platinum-rhodium wire runs from the terminal connector through an Inconel tube on the outside of the furnace, then through an inner ceramic sleeve that emerges on the inside of the furnace. (See pictures) The thermocouple mounts outside the furnace, using a coupling that adjusts for depth. The insertion depth of the control thermocouple must be precise and measured as it controls the working temperature of the furnace. It can be the difference between passing or failing a Temperature Uniformity Survey (TUS).


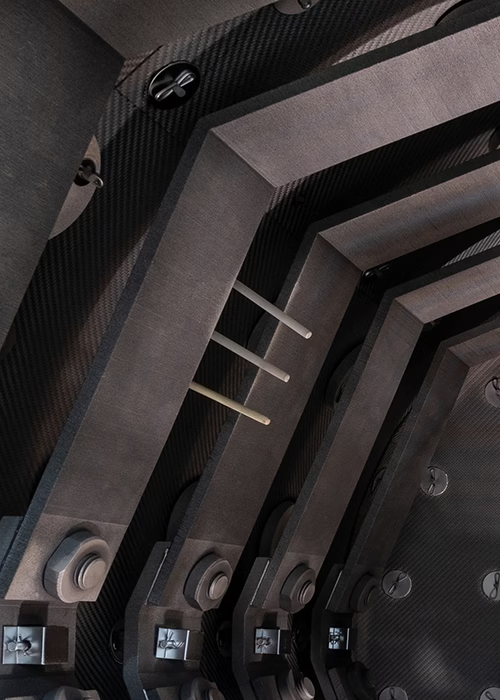
Inside, the ceramic tips of control and overtemp thermocouples extend just a bit past the heating elements, where they can report back to the PLC. They’re sensitive enough to measure within zero to 2 degrees Fahrenheit accuracy, a range that is specified by the requirements of the process and AMS 2750 standards.
Each of these thermocouples has a specific job to do:
- The control thermocouple feeds information back to the PLC so that the controls can choose whether to increase power to the elements and raise the temperature, reduce the power to the elements and lower the temperature, or to hold at the current status.
- Over-temperature thermocouples act as a process safety, alarming the furnace controls if the temperature within the furnace exceeds the temperature being requested by the recipe. They can also function as an equipment maximum temperature safety to prevent damage to parts and furnace components, including the hot zone.
To ensure accuracy with every process, these two probes should be telling the same story. In certain furnaces, the sensitivity accuracy of the control thermocouples can allow a temperature uniformity survey result to achieve plus or minus 5 degrees F or plus or minus 10 degrees F within a given specified work area, based on the vacuum furnace operating range and class of AMS qualification. That’s incredibly accurate in systems that can run between 1,000 degrees F and 2,500 degrees F.
Because their ceramic tips enter the hot zone where parts are being loaded and unloaded, having spare thermocouples on hand is important. It’s not uncommon for one of these thermocouples to be chipped or cracked if a batch isn’t loaded into the furnace safely.
Ipsen also recommends reviewing the temperature accuracy drift on a thermocouple at minimum once per year, replacing the thermocouple if that drift grows past the thermocouple’s certification. A system accuracy test can be performed to determine the status of the drift.
Work and Survey Thermocouples
Work and survey thermocouples often come as spools of wire or as multi-lead assemblies. They are typically made from alloys containing elements such as nickel, chromium, silicon, aluminum, or magnesium. The categories of thermocouples most frequently used for work and survey purposes are type K or type N.
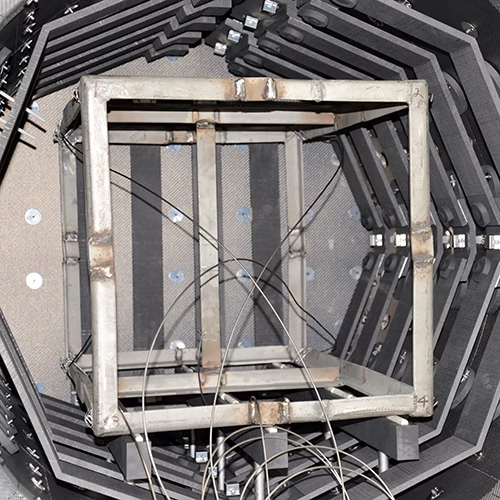
Work and survey thermocouples connect to the PLC through the jack panel in the front of the furnace, then run through the furnace to designated points on a fixture, helping to check the uniformity of the heat across the range of the fixture.

Though they can be used a few times, work and survey thermocouples are relatively inexpensive and widely considered a consumable product – used, then discarded or recycled.
Both work and survey thermocouples tend to operate in sets of twelve. This allows operators to monitor temperature uniformity across different zones and within different areas of their workload.
Survey thermocouples are typically used for internal and external quality systems, diagnostics and testing. There are nine points on a traditional temperature uniformity survey fixture that are monitored to make sure the furnace is delivering heat uniformly throughout the work zone. Two more thermocouples may be used to test that the control and overtemp thermocouples are reporting consistent numbers. The remaining thermocouple acts as a spare that operators can use to monitor a specific location within the hot zone or a specific location within the rig where there is typically a higher part density.
Work thermocouples can be used during a production run to test and verify the accuracy of a process. Attached to parts fixtures, cross-sections of parts, or tucked within a part with complex geometry, work thermocouples can report back the effectiveness of a process, helping end users design better recipes to optimize thermal processing outcomes.
As work areas expand, the ability to scale up thermocouples in sets of twelve makes testing more accurate within the hot zone. Each grid can represent a specific section of the hot zone, so that diagnostics and testing is easier in a larger system where uniformity can be trickier to dial in. AMS 2750 standards dictate how many thermocouples are required based on the cubic feet of the hot zone and what particular instrument group you are subscribing to.
Final Considerations
There are a wide range of thermocouples on the market, each responsible for testing temperature in a variety of environments. By understanding the function each thermocouple has within a system, it becomes easier to discuss how any given thermocouple works, why one type costs more than another, and whether or not to consider an alternative type that could serve your production needs better.
Have a general question about thermocouples? Email parts@ipsenusa.com.