An important part of validating your equipment is performing temperature uniformity surveys (TUS) and system accuracy tests (SAT); but first you must know how to properly configure your equipment.
What is PID tuning?
A proportional-integral-derivative (PID) controller is used to help ensure the temperature of the furnace during a heating cycle stays as close as possible to the set point temperature for the desired rate and amount of variation.
Understanding PID Tuning
By tuning the three basic settings – proportional, integral and derivative – users can ensure the furnace reaches and maintains the desired set point temperature. The proportional component (P) changes the process variable, which is a direct ratio of the control error. The integral (I) component is used to eliminate offset and changes the temperature in proportion to the integrated error. The derivative (D) component is used to stabilize the system or speed up its response and changes the temperature in proportion to the derivative of the process variable.
Process variable – the variable being manipulated; in this case, the furnace’s actual temperature
Control error – the difference between the set point temperature and the actual temperature
Integrated error – the magnitude and duration of the control error
Derivative of process variable – the rate of change for the furnace’s actual temperature
PI controllers are the most commonly used within the industry as the combination of P and I typically provide the necessary results and keep things simple. However, by also tuning the derivative (D), you can achieve larger P and I gains while keeping the loop stable, which results in a faster response and improved loop performance.
Steps for PID Tuning
During the process of PID tuning, these are a few basic steps we feel everyone should keep in mind. Of course, the steps you should take can vary depending on the type of controller you have. The following steps are given with an Allen Bradley CompactLogix controller in mind and designed for those who might consider themselves non-mathematicians.
- Write down your current PID settings.
- Perform a bump test by allowing the furnace to make a full cycle with your current PID settings. To do this, you would ramp the furnace in a manner consistent with your typical production ramp rates and then soak out around the desired set point.
- If the current PID settings do not provide the desired results (e.g., oscillation of the process variable [PV] or overshooting the desired set point), take your PID numbers and cut them in half. Then run another full cycle to see what the results are. What you want to see is that the furnace’s actual temperature gets closer to the set point temperature for the desired rate and variation. However, if it gets farther away, then that signals you should double your original PID settings instead.
- Repeat this process of making gradual adjustments until you reach the desired results.
Note: Always make sure to let the furnace cycle and wait to see what the cause and effect is before making another adjustment.
For those of you who are mathematicians, here is a PI controller tuning correlation for achieving an ideal PID form:
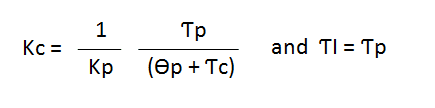
Kc = Controller gain (tuning parameter)
Kp = Process gain (how far)
Өp = Dead time (how much delay)
Ƭp = Time constant (how fast)
Ƭc = Closed loop time constant
ƬI = Reset time (tuning parameter)

When utilizing this tuning correlation, you should also take into account thermocouple size versus performance using these rules:
- Aggressive: Ƭc is the larger of 0.1 Ƭp or 0.8 Өp (for lower temperature applications <800 °F)
- Moderate: Ƭc is the larger of 1.0 Ƭp or 8.0 Өp ( for higher temperature applications >800 °F)
PID tuning can often be a process of trial and error. But by understanding how the three basic components relate to each other and impact the desired outcome, as well as having a few basic steps to keep in mind, this process will be significantly simplified.
If you need further assistance with PID tuning, please contact Ipsen at 1-844-GO-IPSEN.